工具技术杂志已发表格式范文参考
1.精密加工中有机单层脆化的切削性能研究
作者:张朝俊;钟佩璇;邓文君
作者单位:华南理工大学
关键词:有机单分子层脆化;切削力;切屑形态;表面质量;微观组织
摘要: 在机加工领域切削韧性金属带来的积屑瘤导致极高的切削力,糟糕的已加工表面质量是长久以来困扰 研究者的一大问题。近期一种名为有机单分子层脆化( organic monolayer embrittlement,OME) 的现象有望解决这一 问题,有机单分子层脆化仅通过涂抹一层有机脆化试剂,在精密加工时即可减小切削力、增大表面质量,在纯铜等 延展性金属中表现显著。对纯铜进行微切削实验并探讨切屑形态、切削性能、微观组织变化,研究结果表明,OME 将切屑的流动模式从“蜿蜒流动”改变为“分段准周期微裂纹流动”。切削力的降幅高达 60. 9% ,显著改善表面质 量,减小因其黏性引起的表面缺陷,并有效减小加工硬化层厚度,为韧性金属精密加工领域带来一种潜在的先进制 造技术。OME 是一种与有机催化剂的吸附性质和范德华力密切相关的物理现象,吸附的有机脆化试剂在切削过 程中阻碍了位错运动,使切屑自由表面发生位错堆积导致局部应力增大,引起材料失效产生微裂纹,从而改变切屑 流动模式,提高加工性能。
1 引言
近年来,随着各类高新科技技术的日益进步,各 领域对于零部件的要求不断提高,需要在产品的性 能、精密度、生产高效化等方面取得新突破。在这一 趋势的推动下,精密加工技术成为实现高性能、高精 密度零部件的关键环节。根据高性能零部件的加工 表面特征可以分为: 高性能约束类精密复杂曲面零 件、复杂结构约束类精密复杂曲面零件、难加工材料 约束类精密零件、超高精度约束类超精密零件、兼具 微纳等跨尺度结构特征类复杂零件、具有特殊功能 性表面层结构的零件、结构材料功能一体化的理想 材料零件[1]。对于难加工材料约束类精密零件,由 于部分材料自身的特性,使得在机加工时表现出各 种不同于普通材料的加工特性。譬如以硬质合金、 钛合金等为代表的金属,其硬度高、导热系数低、耐 腐蚀、抗磨损性能好,因此在机加工过程中往往带来异常大的切削力和高的切削温度,急剧加速刀具磨 损等问题。又譬如以纯铜、钽[2]等为代表的高“胶 状”金属,其加工硬化能力强,加工时往往呈胶状, 具有很强的焊接性能和形成切屑瘤的倾向,使已加 工表面质量不佳,对于难加工金属的简单高效率的 精密加工方式对现代制造业具有重要意义[3]。
何耿煌等[4]从刀具—工件材质匹配性、刀具结 构—切削工况匹配性、切削参数匹配性等方面对切 削不锈钢进行了相关研究,针对性选择适合牌号不 锈钢的切削条件。Korkut L. 等[5]使用硬质合金切 削刀具对 AISI 304 奥氏体不锈钢进行车削实验,研 究切削速度对刀具磨损和表面粗糙度的影响,以确 定获得最佳表面质量的切削速度,并发现随着切削 速度提升至 180 m /min 刀具后面的磨损迅速减小。 Dos Santos A. G. 等[6]结合对 Ti6Al4V 钛合金进行微 铣削实验研究了工件的温度变化,温度随着刀具磨 损的加剧而升高,并且加工一段距离后刀刃半径增 大使得微切削更难进行。Chen J. 等[7]参考猪笼草 的结构开发了独特的仿生纹理 ( bionic micro-texture,BMT) 的金刚石刀具,BMT 能起到极高的冷却 和润滑效率,并在切削 Ti6Al4V 时发现,BMT 能使 刀具磨损减少 85% ,表面质量提高 90% 以上。Usui E. 等[8]使用 CCl4 切削液作为润滑剂时发现其会与 金属发生化学反应,在切屑和刀具之间形成具有低 剪切强度的固体,从而显著减小切削力。后续研究 发现,一些物质可以在改变原材料的机械性能( 如 硬度、抗拉强度等) 的情况下吸附在金属表面,而导 致金属表面强度的降低。Yeung H. 等[9]使用粒子 图像测速( particle image velocimetry,PIV) 对经过退 火处理的“软”金属的切削过程进行观察时,发现切 屑的自由表面呈现出明显的折叠,形成异常厚的切 屑,进一步导致极高的切削力,并将这种切屑流动模 式命名为“蜿蜒流动”。Udupa A. 等[10]发现某一类 有机活性物质可以打断这种蜿蜒流动现象,并用有 机单分子层脆化( organic monolayer embrittlement, OME) 描述这一类表面活性物质使得金属表面塑性 降低的现象。然而,目前尚不清楚这类现象对材料 加工后的微观结构影响,仍需要进一步研究。
本文采用了有机单分子层脆化( OME) [10]和蜿 蜒流动[9]的概念,实验框架涉及在有机催化剂附着 于金属表面的情况下,纯铜金属在简单剪切力作用 下发生变形。研究了 OME 与工件硬化之间的关系、 切屑的特性和流动模式、切削力、加工表面质量以及 微观组织情况。
2 实验设备和实验方案
在 G-VM8L 铣床上进行实验( 见图 1) ,实验平 台主要由转动主轴、测力仪、刀具夹具、刀具、虎钳、 工件组成。使用的切削材料是经过退火处理后的铜 板,板材的尺寸为 150 mm × 80 mm × 6 mm,其化学 成分见表 1。使用刀具为 PCB 刀具,宽度为 2 mm。 主轴转速为10 r/min,实验参数见表2。实验分为两 组,一组为传统干切削,另一组为在红色 Dykem 金 属标记墨水作为有机催化试剂催化下的 OME 切削 组。在实验开始前,使用工具对工件表面进行了初 切削,以确保其与切削刃对齐,其原因为: 去除外表 面因退火产生的氧化层; 确保在下一次进给时切削 深度 h0 保持一致。其中,OME 切削组在实验开始 之前,需等待涂抹在加工路径上的墨水完全干燥,再 进行切削,以防止墨水流入切削刃与切屑接触的区 域起到润滑作用而影响切削条件。切削后,使用超 声波清洗器清除残余的 Dykem 金属标记墨水以方 便后续进行制样观察。

采用 HVS-1000 Vickers 硬度测试仪测量硬度, 选 用 Kistler Wireless 4-Component Dynamometer ( RCD) 捕捉切削力数据,采用 DMI 5000M 金相显微 镜观察微观组织,采用 RTEC UP Dual Model 3D 光 学轮廓仪观察已加工表面,使用 Quanta200 扫描电 子显微镜观察变形的切屑形貌。
3 实验结果与讨论
3. 1 干切削与 OME 切削的切削力对比
材料主要通过切削力来展现加工过程中的性能,在材料去除的过程中,切削所需的能量转化为热 能和用于产生塑性变形的能量。在本实验中,切削 力的大小是 OME 最为显著的表现之一。因为纯铜 等软金属具有极高的塑性,常规切削中,通常需要克 服较大的切削力,在表面涂覆有机催化试剂以引发 OME 后,切削力显著减小。
图 2 所示为样品在有无催化试剂下切削力的变 化情况,黑色曲线代表干切削过程中的切削力,观察 结果可知,切削力逐渐增大,这归因于切屑的不断堆 积和折叠,最终达到了约 230 N。切削力表现出显 著的波动,并且伴随着突然的剧增或陡降( 黑色箭 头指向处) ,切削力曲线呈现出明显的波动。红色 曲线代表发生了有机单分子层脆化后的切削力情 况,结果显示,切削力大幅减小并稳定在 90 N 左右, 降幅高达 60. 9% 。该现象与切屑表面的微观结构 密切相关。值得注意的是,在 OME 发生的情况下, 切削力波动情况明显好转,与干切削形成鲜明对比。 干切削期间切削力的间歇性波动加剧了切削的不稳 定性,而 OME 后的稳定切削有助于提高工件表面质 量,这对于精密切削具有重要意义。

3. 2 干切削与 OME 切削的切屑形貌对比
OME 和传统的干切削之间视觉上最明显的区 别在于切屑的厚度和长度不同。实验结果显示,在 相同的切削距离下,干切削产生的切屑更厚更短,相 比之下,OME 后的切屑比干切削条件下更薄更长, 并且整体厚度保持相对均匀没有明显凸起( 见图 3b) 。切屑Ⅱ为干切削所产生的切屑,长度为5 mm, 而切屑Ⅰ为涂抹了 Dykem 红色标记墨水后切削产 生的,长度上约为 13 mm,透过扫描电子显微镜拍摄 微观形貌分别如图 3c 和图 3e 所示,可以观察到,切 屑Ⅱ自由表面的材料在切削刃推进作用下,不断受 挤压折叠作用形成高度隆起的褶皱,并呈现出“蜿 蜒流动”[9]的切屑流动模式,具体表现为各种大小 不同的珊瑚状结构。切屑Ⅱ横截面轮廓如图 3d 所 示,箭头所指位置为珊瑚状切屑间挤压的间隙,这也 是干切削自由表面折叠严重的表现之一。相比之 下,切屑Ⅰ的自由表面的形貌完全不同,呈现出许多 微观断裂状,犹如众多朝向一致的微小贝壳,图 3f 为其截面轮廓,呈现出微锯齿状结构。也就是说,在 发生有机单分子层脆化后,切屑的流动模式由蜿蜒 流动转变为分段准周期微裂纹流动,这些持续发生 的微锯齿裂纹( 见图 3f 箭头处) 是切屑不发生堆叠 的直接原因。较薄的切屑厚度有助于改善刀具—切 屑界面的摩擦性能,降低主切削力,并促进和保持稳 定的切削状态,从而确保加工表面的质量。Vyas A. 等[11]切削钛合金时观察到分段切屑,Nakayama K. 等[12]将切屑状态分为四类,将分段切屑描述为锯齿 状切屑。但锯齿状切屑与本文中出现的情况不同, 切屑Ⅰ的微锯齿状结构仅存在于浅表层( 10 μm 左 右) ,纯铜为极具代表性的高塑性材料,而这种尖锐 的三角波状锯齿切屑通常在加工低延展性金属时产 生,因此,可以推断由于有机催化剂的作用,纯铜的 浅表层的塑性在切削过程中被减弱,呈现出局部的脆性。

3. 3 干切削与 OME 切削的已加工表面质量 对比
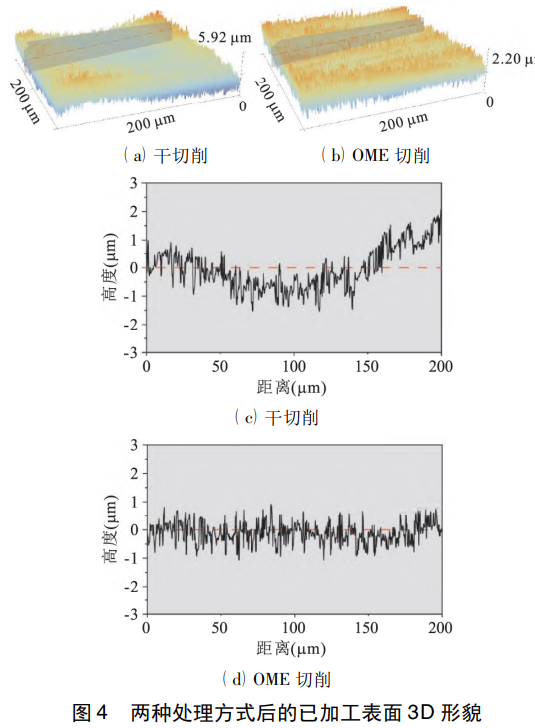
加工表面的表面质量是总体加工质量的重要组 成部分,在精密加工中其重要性不言而喻。图 4 所 示为涂有和未涂有 Dykem 墨水区域的200 μm × 200 μm 的已加工表面 3D 光学图像。根据软件处理的 数据可知,图 4a 区域的最大高度 Sz 值为 5. 92 μm, 轮廓算术平均偏差 Sa 值为 596. 3 nm,而图 4b 区域 的 Sz 值为 2. 2 μm,Sa 值为 471. 2 nm。可以观察 到,伴随着切削力的减小和切屑流动模式的转变,也 就是 OME 后的已加工表面形貌质量得到显著改善, Sa 值降低 20. 9% ,Sz 值降低为干切削时的近 1 /3。 图 4c 和图 4d 分别为两种已加工表面上的一段高度 曲线图,显而易见,非 OME 的表面( 见图 4c) 具有明 显的粗糙纹理,出现大幅偏离基线的山谷和山脊。 这表明材料在切削过程中出现较大幅度振动,材料 被过度拉出或压进基体。反观 OME 的表面( 见图 4d) ,整体偏离基线较为均匀,且幅度略小于前者。 此外,与干切削的区域相比,这部分切割表面基本没 有撕裂和沟槽等缺陷。有机催化剂引起的表面脆化 显著提高了加工表面的质量,这一发现对实际生产 具有重要的研究意义。
3. 4 干切削与 OME 切削的微观结构对比
在切削过程中采用急停装置,获得切屑根部如 图 5 所示,在 1 ~ 3 位置捕获金相显微形貌。随着刀 具的移动,材料在基本变形区内发生剪切和挤压 ( 图 5b1 和图 5c1) ,材料被剪切并从基体上剥离,伴 随着相邻晶粒之间的相互压缩,晶粒通过位错滑移 发生塑性变形,形成切屑。
对于无油墨的干切削区( 见图 5a1) ,由于切削 深度较小( 20 μm) ,相对而言刀刃是对单个晶粒的 挤压切削,切削时,刀具推动基体发生塑性变形,晶 粒沿滑移系统被拉长,高塑性切屑沿自由表面不断 折叠,导致切削力持续增加塑,切屑呈连续增厚趋 势。相反,在涂上油墨后( 见图 5a2) ,在油墨的影响 下,抑制自由表面能量的释放,导致位错堆积,切屑 外自由表面的局部应力增加,导致沿剪切带的破坏 失效和不断形成的微裂纹( 见图 5c1) ,这使得切屑 厚度保持稳定,标志着 OME 的显著发生。
可以观察到,OME 时,切屑截面与绝热剪切导 致的锯齿切屑相似,绝热剪切是一种周期性的机械 热不稳定现象,在局部温度急剧升高,热软化速率超 过应变速率及应变硬化率时,就会发生这种剪切不 稳定现象,常发生于钛合金等导热系数极差的金属 中,而本研究中 OME 涉及准周期性微断裂,绝热剪 切带表现出周期性宏观可见的断裂,相比于绝热剪 切带,OME 的断裂频率要高得多,尺度也远小于绝 热剪切带引起的锯齿切屑。

根据剪切带流线和晶粒形态,已加工表面的微 观组织可分为严重变形区域( Ⅰ区) 和非变形区域 ( Ⅱ区) 。在Ⅰ区,随着切削的进行,晶粒被显著拉长和细化,而在Ⅱ区则保持与加工前的尺寸相似。 对于干切削区域,由图 5b2 可知,严重变形区Ⅰ区的 平均厚度为 25. 43 μm。然而,在涂上油墨发生 OME 后,Ⅰ区厚度减少到 10. 42 μm( 见图 5c2) ,减 少了 59. 02% 。这表明,OME 减轻了加工硬化的影 响,减少了加工硬化层的厚度,并提供了一种加工出 最小应变表面的新方法。
Astakhov V. P. 等[13]提出了在假设切屑变形均 匀的情况下单位体积发生塑性变形所需能量的计算 公式

式中,K 是应力系数,对于纯铜是 0. 4 GPa; n 是应变 硬化系数( 纯铜为 0. 24) [13]; ζ = hc /h0 是切屑厚度 压缩比。
由图 3 可得,干切削时 ζ 值远大于在 Dykem 油 墨( OME) 的影响下的切屑压缩比 ζ,而单位体积塑 性变形所需的能量正比于 ζ 值,这表明当切削深度 h0 = 20 μm 时,塑性变形能大大降低。如前文所述, 这部分减少的能量以裂纹扩展的形式释放出来。可 以推断,催化剂分子之间的电子键和物理吸附降低 了塑性变形所需的能量。
由于 Dykem 标记油墨水可以通过酒精和超声 波清洁器轻易彻底清除,因此其与金属铜的接触为 柔性的物理吸附,而物理吸附与范德华力密切相关, 大范德华力总是带来大吸附能力和更强的范德华相 互作用[14],这导致拉应力并抑制位错运动,进一步 促使位错积累,引发微观断裂[15]。然而,由于纯铜 的高塑性而表面催化物质无法渗透,因此微裂纹仅 限于浅表层。
3. 5 干切削与 OME 切削的显微硬度对比
图 6 显示了显微硬度随着深入工件表面距离的 变化情况。由于选择了较低的转速( 10 r/min) ,主 要变形区域温升的影响大大减小。在这种条件下, 晶粒细化成为主要的强化方法。因此,Vickers 硬度 与晶粒尺寸之间的关系可以表达为[16]

式中,Hv 为材料的显微硬度; d 为实际晶粒尺寸; H0 和 KH 为材料常数。
由图 6 可得,当切削深度 h0 = 20 μm 时,已加工 表面的显微硬度在深度方向上逐渐降低。已加工表 面表层硬度从干切削的 108 HV 左右降低到 OME 后的 92 HV 左右。显微硬度的增加归因于晶粒细 化的结果,表明油墨有效地抑制了材料应变并减轻 了加工硬化的影响。

4 结论
本研究基于微切削实验进一步分析有机单分子 层脆化( OME) 发现,这是一种潜在的、新型的、适用 于高塑性以及高加工硬化性的难加工材料的精密制 造方法,比较了干切削和 OME 的纯铜切削质量,并 对微观结构进行分析。
( 1) 在如纯铜等软金属的干切削过程中,切屑 往往表现出严重的堆积和珊瑚状的形貌,并呈蜿蜒 流动,容易形成高凸起,导致切削力大,反复波动。 在 OME 下,切屑呈现出具有分段准周期微裂纹流动 的微贝壳状形貌,无论切削深度如何,切屑在一定范 围内都保持在一个相对较低的厚度。
( 2) OME 后的表面粗糙度明显降低,使得撕裂、 沟槽等缺陷大幅减少。
( 3) 与相同条件下干切削获得的已加工表面相 比,OME 后的表面表现出较低的硬度。此外,OME 减轻了加工硬化的影响,提供了一种实现最小应变 表面的新方法。
( 4) 应用有效的有机催化试剂后,在大范德华 力作用下,抑制位错运动导致位错堆积,产生高度局 部应力集中,从而造成材料失效和不断的准周期微 观断裂,从而促使 OME 的发生。
