锅炉技术杂志已发表格式范文参考
1.基于机器视觉的垃圾焚烧火焰完结点检测
作者:赵昌臻;张春堂;樊春玲
作者单位:青岛科技大学
关键词:机器视觉;图像处理;火焰完结点;垃圾焚烧炉;炉排炉
摘 要: 炉排炉是国内垃圾焚烧厂中最主流的技术。当垃圾在焚烧炉内燃烧时,为了防止出现偏烧导致炉 排被损坏以及安全事故的发生,需要时刻检测垃圾在炉排上的位置与燃烧状况。目前对垃圾焚烧炉内燃烧状 况的检测主要是通过人工观察实现,此种方法存在很大的弊端。通过机器视觉技术,对提取到的垃圾燃烧图 像进行数字图像处理,检测图像中火焰的边缘并标注燃尽线的距离供操作人员调整炉排的翻滚。试验表明: 基于机器视觉的垃圾焚烧火焰完结点提取克服了“人工观火”的主观性影响,提高了火焰完结点的检测效率与 准确率,使用此方法得到的火焰拟合线的距离误差在±10cm 以内。
0 前 言
近年来,焚烧技术在我国垃圾处理应用中的 地位越来越重要。将垃圾焚烧产生的热能用于 发电,资源化效果突出,在环保的基础上实现了 巨大的经济效益和社会价值[1-2]。我国生活垃圾 成分复杂,热值波动大,在对这些垃圾进行焚烧 处理时,倘若入炉垃圾分布不均匀,在燃烧时就 容易导致 偏 烧,使 炉 排 受 热 不 均 匀 从 而 损 坏 炉 排,严重时会有引起炉膛爆炸的危险。此外,垃 圾的分布不均匀也会影响燃烧的效果,造成炉膛 结焦、积 灰、腐 蚀、污 染 物 排 放 超 标 等 问 题[3-4]。 因此,对垃圾焚烧炉内的燃烧情况进行准确、可 靠的检测尤为重要。当前对垃圾焚烧炉内燃烧 情况的评判主要是靠人工观察来实现,观火工从 观火窗观察炉内垃圾的燃烧情况,凭借自身的经 验判断是否出现偏烧来手动调整炉排的滚动,从 而调整炉内垃圾的分布。这种人工观火与手动 调整炉排的方法存在很大的主观性和滞后性,很 大程度依赖观火工人的自身经验。并且人工观 火方法劳动强度大,随着劳动时间的增加很容易 疲劳,大大降低劳动效率,也为生产事故的发生 埋下隐患[5-8]。通过图像处理技术检测炉膛内火 焰位置进而实现自动调整炉排的方法,目前国内 外鲜有研究。为了保障垃圾焚烧炉的可靠、稳定 运行,本文提出了基于机器视觉的垃圾焚烧火焰 完结点检测方法,使用数字图像处理技术对垃圾 燃烧图像 进 行 处 理,提 取 火 焰 的 完 结 点 与 燃 尽 线。基于机器视觉的垃圾焚烧火焰完结点检测 方法克服了人工观火的主观因素的影响,保证了 垃圾焚烧设备的安全运行,节省了劳动力,降低 了成本,其优势是人工检测无法比拟的。
为了保证垃圾充分燃烧,垃圾焚烧过程中会 频繁调整炉排翻滚,因此炉膛内很少出现大量垃 圾堆积的情况,最重要的是垃圾的边缘位置不会 出现大量的垃圾堆积从而产生垃圾底部有火表 面无火的 情 况,不 会 对 火 焰 的 边 缘 提 取 产 生 影 响。因此本文研究的主要目的就是提取垃圾边 缘位置焚烧时的火焰完结点与燃尽线距离信息, 利用这些信息实现炉排的自动化调整。通过在 垃圾焚烧炉侧安装内窥 CCD 相机,实时获取炉 内燃烧图像,对输入的图像进行分析,选择合适 的图像处理方法,分别对输入图像进行了图像预 处理、图像分割、边缘检测、燃尽线拟合等操作, 最终在图像上标出火线轮廓,成功实现了火焰完 结点的提取。通过对四川某垃圾焚烧厂提供的 燃烧图像进行处理,验证了其可行性。
图1所示为炉排位置的工艺流程图,其中大 矩形框内的阶梯状区域为炉排,CCD 相机正对着 炉排位置 安 装,如 图 1 中 右 上 角 小 矩 形 框 内 所示,在同一高度的左右不同位置安装了两个完全 相同的 CCD 相机,保证能采集到整个炉膛内垃 圾边缘位置的燃烧图像。

1 图像预处理
1.1 图像灰度化
CCD 相 机 拍 摄 的 图 像 为 三 通 道 的 三 原 色 (RGB)图像,为了简化矩阵,提高运算速度,提高 图像处理效率以及方便后续的边缘检测,在图像 处理时首先对输入图像做了灰度化处理,将三通 道的 RGB图像转化为单通道的灰度图像。常用 的图像灰度化处理方法有3种:最大值法、平均 值法、加权平均值法。
3种方法处理的效果图如图2所示。图2(a) 为原图;图2(b)为最大值法灰度图,图像整体偏 亮。火焰图像具有明亮和暗淡的区域,而最大值 法灰度化只考虑 RGB 3个通道中的最大值作为 该像素点的灰度值,会忽略一些暗淡区域的细节 信息,比如原本有些火焰边缘处亮度较低,使用 该方法取三通道最大值后此处可能变亮,会影响 后续阈值分割与边缘检测的结果。图2(c)为平 均值法灰度图,图像整体偏暗。平均值法灰度化 忽略了不同通道的权重差异。在 RGB三个通道 中,各个通道对图像亮度和对比度的影响是不一 样的,但平均值法仅仅只是各通道像素值之和再 除以3,没有考虑这种差异;因此,平均值法灰度 化可能会忽略某个通道的重要信息,导致灰度图 像信噪比不理想,也会影响后续的阈值分隔和边 缘检测等处理。图2(d)加权平均值法灰度图效 果最好,与原图相比,既突出了亮处部分,又不会 影响暗处部分,与前两种方法相比可以保留更多 的细节信息。加权平均法可以更准确地反映灰 度值,因为它根据人眼对不同颜色的敏感程度, 对不同通道像素值进行加权处理,可以更好地保 留火焰的色彩特征和亮度细节信息,输出一个更 合理的灰度图像。因此,本文选择使用加权平均 值法对图像做灰度化处理。加权平均值法:

式中:R、G、B 分别为图像中红色、绿色、蓝色通 道的像素值。

图3所示为两组火焰图像原图及经过加权 平均值法灰度化处理后相对应的灰度图像。

1.2 引导滤波算法
当垃圾在焚烧炉中燃烧时,CCD 相机采集到 的燃烧图像中会夹杂着各种噪声。例如:垃圾焚 烧时产生的烟气,会使图像模糊;炉排推动垃圾 翻滚时的扬尘,焚烧炉炉壁掉落的灰烬,会遮挡 火焰;火焰图像也会有全局模糊、局部模糊使图 像中的特征信息不明显,影响火焰信息的识别, 即火焰图像也存在雾化现象。这些噪声对人工 观火法会有很大的影响,很难靠肉眼看清火焰的 真实位置。但是使用数字图像处理技术中的图 像滤波方法对这些图像进行预处理往往能消除噪声影响,提高图像质量,突出图像中的有效信 息,满足工程应用的需求。
图像滤波的算法已经有很多,它们各有优缺 点,不同的方法对图像的处理效果也有差别,需要 根据图像处理的需求,选择合适的图像滤波算法, 图像滤波效果的好坏将直接影响后续图像处理的 准确性。针对火焰图像存在雾化现象,以及后续图 像处理中会用到边缘检测,在图像滤波时要保护图 像的边缘不受破坏的特点,本文选用导向滤波法。
导向滤波又称为引导滤波,是由 He等[9]提 出的一种保边滤波算法。此算法不仅可以实现 图像的去雾化,而且它不会弱化图像的边缘,对 边缘有很好的保护作用,在实现滤波的同时保留 边缘细节。引导滤波算法在各种计算机视觉与 计算机图形应用中,包括降噪、细节平滑与增强、 高动态范围(HDR)压缩、图像抠图、图像去雾和 联合上采样中都被证明了是有效且高效的[9-11]。
引导滤波器假定输出图像的任意像素值是 原始图像的一个局部窗口图像的线性变换。给定

假设引导滤波函数在一个二维窗口内输出 与输入满足线性关系为:

由于引导滤波不会弱化边缘,因此Ig(x,y) 的边缘一定对应着IG (x,y)的边缘,即对式(3) 两边取梯度可以得到:

假定引导滤波后的图像IG (x,y)与输入图 像I(x,y)之间满足:

式中:n(x,y)是像素噪声。
由式(2)、式(4)、式(5)构造估计函数:

式中:ε是一个防止ak 过大的正则化参数。
求得最优解为:


式中:μk 和σ2 分别是Ig(x,y)在ω 中的均值和方差;

在ω 中的均值。
虽然引导滤波器也会导致图像的部分失真, 但失真的部分往往不在纹理或边缘上,因此在本应 用中可以忽略不计。图4所示为一组原灰度图与 相对应的经过引导滤波后的图像。通过比较原灰 度图像与引导滤波后的图像可以看出,原灰度图像 中矩形框内小的火星或烟雾噪声被滤除。

2 基于孔洞填充与区域筛选(HFAS)的最 大类间方差(OTSU)算法
2.1 OTSU算法
在火焰完结点检测中会用到边缘检测,为了 更准确地提取到火焰的边缘,首先使用图像分割 法将火焰区域从炉膛背景中分割出来,然后对提 取到的火焰区域进行边缘检测。图像分割质量 的好坏 将 会 直 接 影 响 到 后 续 的 图 像 处 理 效 果。 图像分割算法已有很多种,但它们并不具有通用 性,要针对不同的工程需求,选择合适的图像分 割方法。垃圾的燃烧是一个复杂的过程,伴随着 炉排的滚动,垃圾燃烧时的火焰分布及燃烧情况 时刻发生变化,单一固定阈值的方法并不适用于火焰图像分割。首先,很难人为确定一个合适的 阈值将火焰图像准确分割出来;其次,人为设置 的固定阈值并不具有通用性,针对复杂多变的燃 烧过程,火焰图像分割效果并不理想,存在很大 误差。
最大类间方差法又称为大津法,简称 OTSU 法,是由日本学者大津于1979年提出的[12]。最大 类间方差法是一种根据前景和背景图像的方差最 大值来分割图像的自适应图像分割方法[13-16]。对 于不同的图像,此方法能自适应产生一个最佳的图 像分割阈值,因此很适合应用于火焰图像分割。
最大类间方差法计算简单,不会受图像亮度 和对比度的影响,对动态火焰图像的分割比较实 用[17-19]。缺点是对噪声比较敏感,因此在使用此 方法前需要进行图像平滑。
图5所示为4组火焰图像原图与使用最大类 间方差法进行图像分割后的效果图,τ 为该算法 针对不同的火焰图像自适应产生的阈值。

由图5可见,该方法可以很好地实现火焰图 像的分割,并且对不同的火焰图像自适应产生了 最佳的图像分割阈值τ。但是,在图5图像分割 后的结果中存在两个现象:
(1)主要燃烧区域中存在小的“孔洞”,如图 6中椭圆区域标记处所示。这种现象产生的原因 可能有两种:一是此 “孔洞”区域原本就没有火 焰;二是此处有火焰,但是亮度远远低于阈值。
(2)主要燃烧区域外存在小的“白点”或“白 块”,如图6中矩形框内所示。这些小的“白点” 或“白块”可能是垃圾在燃烧时迸射的小火星,也 可能是垃圾燃烧时产生的烟雾或光在此处被判 断为燃烧区域。

这些“孔洞”与“白块”的面积很小,对炉排的 影响可以忽略不计。更重要的是,这些“孔洞”与 “白块”的存在势必会影响边缘检测的结果,从而 影响后续燃尽线拟合的结果,造成极大误差。因 此,应当对“孔洞”与“白块”做出处理。
为了消除 “孔 洞”与 “白 块”的 影 响,本 文 在 OTSU 算法的基础上提出了基于孔洞填充与区 域筛选的 OTSU 算法。
2.2 基于 HFAS的 OTSU算法
给定图像∀I(x,y)⊂Rm×n和阈值τ,小于阈 值的像素数为 Nf,大于阈值的像素数为 Nb,则 属于前景图像的像素比例 Kf 为:

属于背景图像的像素比例为:

并且有以下关系:

图像I(x,y)的平均灰度μ 为:

式中:μf 和μb 分别是前景图像和背景图像的平 均灰度。
类间方差为:

由式(13)和(14)有:

其中:

遍历τ使式(15)取最大值,就可以得到最优 的阈值τmax。
在 OTSU 算法中加入孔洞填充与区域筛选 算法,当求出最优阈值τmax后,将图像上每一点的 像素值与τmax比较,小于τmax的像素值设置为0, 大于τmax的像素值设置为255,然后进行后续两 步处理。
(1)孔洞填充
“孔洞”可以定义为是由前景像素相连的边 界所包围的一个背景区域。孔洞填充算法检测 所有由像素值为255的点构成的封闭区域,一旦 检测到封闭区域中像素点的值为0时,便将此点 的像素值改为255。
(2)区域筛选
区域筛选算法检测所有由像素值为 255 的 点所构成的连通区域,并计算所有连通区域的面 积。将所有连通区域的面积与预先设定的面积 阈值T 作比较,剔除所有面积小于 T 的连通区 域。由于“白块”的面积与主要燃烧区域的面积 相比差别非常大,因此面积阈值T 可以设置的大 一些,本文中将面积阈值T 的值设置为主要燃烧 区域面积值的一半。最后,输出图像分割结果。
对图5中的4张火焰图像原图使用本文提出 的图像分割算法进行处理,图像分割结果如图7 所示。

3 火焰完结点检测
3.1 边缘检测
经过最大类间方差法图像分割处理后,成功 将火焰图像中的火焰区域提取出来,为了在原图 中标出火焰的完结点,对经过阈值分割后的图像 进行了边缘检测,提取出火焰区域的边界。本文 选用的边缘检测方法为索贝尔(Sobel)边缘检测。 Sobel边缘检测算法抗噪声能力较强,边缘检测 效率高,本文边缘检测的对象是经过阈值分割后 的二值图像,准确率也非常高[20]。 Sobel算子是典型的基于一阶导数的边缘检 测算子,它用来计算图像灰度的近似梯度,梯度 越大越有可能是边缘。
Sobel算子包含横向模板 和纵向模板,这是两个3×3矩阵,使用这两个模 板与图像做平面卷积,便可分别得到横向及纵向 的亮度差分近似值。
检测水平边沿的横向模板矩阵为:

检测垂直边沿的纵向模板矩阵为:

在图像的每个像素上,综合横向及纵向卷积 结果,求出近似梯度:

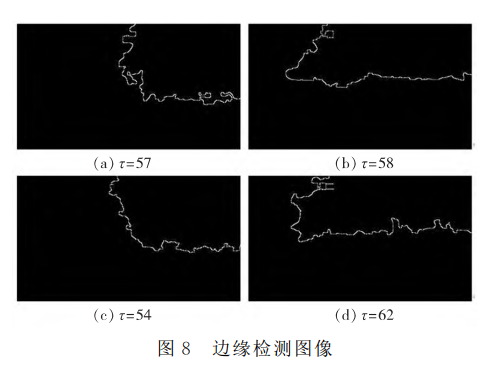
图7中4张图像经过Sobel边缘检测后的图 像如图8所示。
3.2 火焰完结点提取
图8中的边缘检测图像为二值图像,像素值只 有0或255两种。垃圾燃烧图像原图为 RGB 图 像,像素值范围为0~255。两张图像的加减操作 实际上是图像矩阵中对应的点的灰度值的加减操 作。首先,通过通道复制方法将单通道的边缘检 测图像拓展为三通道图像,然后将拓展后的边缘 检测图像与原图像叠加。边缘检测图像与原图像 相加时,像素值为0的点与任何像素值相加都不会改变原像素值,像素值为255的点与任何像素值相 加,相加后的像素值为255。因此,将边缘检测图 像与火焰图像相加后,便可以在火焰图像中显示 火焰的完结点。火焰完结点图像如图9所示。

火焰完结点图像展示了垃圾焚烧时火焰的 边缘位置。如若靠人工观察,焚烧炉内的烟雾或 光等会遮挡视线,看不清火焰的实际位置容易造 成误判。利用本文方法提取的火焰完结点,突破 了人工观察火焰的局限性,速度快,准确度高,为 炉排的调整提供了可靠的参考。
4 燃尽线拟合
燃尽线是指对火焰边缘曲线拟合而成的直 线。虽然图9中得到了的火焰完结点曲线,但在 调整炉排前,首先需要根据曲线估计出一个能代 表火焰边缘最合适的位置,然后再考虑如何调整 炉排最合适。为了更直观地将火焰底部边缘位置 在图像上显示出来,本文对火焰的底部边缘进行 了燃尽线拟合操作。只对火焰底部边缘做燃尽线 拟合的原因是由内窥 CCD 相机的安装位置与垃 圾来料方向决定的。在本文所处理的图像中,垃 圾焚烧炉内摄像头的安装位置正对着垃圾的来料 方向,炉排翻滚将垃圾从进料位置向摄像头的方 向推动。从火焰图像来看,即从火焰图像的上方 向下方运送垃圾。因此,火焰区域的底部位置可 以反映出炉膛内垃圾在炉排上的大体位置。
当调整炉排时,垃圾在炉排上的运动并不是 规则定向的,因此垃圾焚烧时的火焰边缘曲线并 不是整齐的,反而会存在波动,如图8边缘检测 图像中的底部边缘曲线所示。为了得到最好的 拟合效果,在提取底部曲线中的点时,剔除掉曲 线中波动较大的点,仅保留曲线中相对密集且波 动较小的点。本文燃尽线拟合使用的方法如下: 首先,使用霍夫线检测方法处理图8中的边缘检 测图像[21],结果如图10所示,经过霍夫线检测后 得到了底部曲线中相对较好的点;然后,通过遍 历像素值的方式获取霍夫线检测图像中所有点 的坐标,对这些点的纵坐标取平均值,以此平均 值做直线拟合得到火焰图像的燃尽线。燃尽线 拟合图像如图11所示。

燃尽线拟合图像不仅直观地展示出火焰的 边缘、燃尽线位置,还给出燃尽线距离,燃尽线距 离以百分比的形式呈现。在图11所示的燃尽线 拟合图像中,虚线为设置的一条基准线,以图像 顶部 位 置 为 零 点,它 位 于 图 像 正 中 间,距 离 是 50%,设置基准线的目的是与当前火焰燃尽线的 位置进行比较,能更直观地看出当前火焰燃尽线 在炉排上的位置;实线为当前垃圾燃烧火焰底部 边缘的拟合线,即当前火焰燃尽线;图11中左下 角百分数表示的是当前火焰燃尽线的距离。
表1为使用本文方法对5组不同时长的垃 圾焚烧视频处理得到的试验验证数据表,其中, 最大误差是指使用本文方法提取的燃尽线距离 与垃圾焚烧厂的操作工人提出的燃尽线距离之 间的差值最大值。由于每处理一张图像都需要约3s的时间,且垃圾在燃烧时5s内的燃烧情 况变化不是很大,因此本文设置为每5s抽取一 帧图像做处理。CCD相机拍摄的图像大小与实 际炉膛大 小 之 间 存 在 一 定 的 比 例 关 系,使 用 本 文提出的方法对抽帧图像处理得到的燃尽线位 置经过比例换算便可知此燃尽线在炉膛中的实 际距离,将 此 距 离 与 观 火 工 人 提 出 的 燃 尽 线 距 离对比得到一系列差值中的最大值即表1中的 最大误差。

本文试验所用视频皆是四川某垃圾焚烧厂 使用 CCD相机采集的真实的垃圾焚烧炉中的垃 圾焚烧视频,经过对提供的所有视频进行处理, 都顺利实现了本文研究的功能,成功提取到了火 焰的完结点与燃尽线。并且使用本文方法提取 的燃尽线距离与经验丰富的观火工人提出的燃 尽线距离之间的误差在±10cm 以内,本文提出 的方法准确度非常高。
5 结 语
传统“人工观火”方式存在很大的主观性和 滞后性,为了保证垃圾在焚烧炉中充分燃烧,防 止意外事 故 发 生,本 文 提 出 了 基 于 机 器 视 觉 的 垃圾焚烧 火 焰 完 结 点 检 测 方 法,通 过 机 器 视 觉 技术提取垃圾焚烧炉中的燃烧信息,克服了“人 工观火”方法的缺点,提高了火焰完结点的检测 效率和准 确 度。本 文 提 出 的 方 法,既 可 实 现 离 线检测 也 能 通 过 连 接 摄 像 头 实 现 在 线 实 时 检 测。在处理 后 的 燃 尽 线 拟 合 图 像 中,可 以 直 观 地看到火焰完结点及燃尽线信息。通过对四川 某垃圾焚烧厂提供的视频文件进行处理与现场 试验验证,证 明 了 本 文 提 出 的 方 法 是 可 行 有 效 的。接下来 的 研 究 中,本 文 研 究 内 容 将 开 发 为 软件,通 过 Modbus-TCP协 议 与 垃 圾 焚 烧 厂 的 分散控制系统连接,完成数据交互,实现炉排的 自动调整。
