热加工工艺杂志已发表格式范文参考
1.低合金高强钢的大熔深焊接研究
作者:赵干;李兴霞;李代龙;张毅;张建勋
作者单位:中铁工程装备集团有限公司;河南工学院;西安交通大学
关键词:大熔深焊接;低合金高强钢;力学性能测试
摘 要:为提高结构件的焊接效率,采用大熔深焊接具有重要的意义。 针对隧道结构用厚 30 mm 的 Q355B 低合金 高强钢,采用大熔深焊接方法进行焊接试验,测试了焊接接头的微观组织与力学性能。 结果表明:大熔深焊缝的微观组 织主要由大量的铁素体和少量的粒状贝氏体组成;大熔深焊接接头的熔深显著增加,极大地提高了焊接效率;大熔深焊 缝的显微硬度与母材接近,整个接头为等强匹配;随着焊接电流的增加,焊缝的显微硬度、抗拉强度变化不大,冲击韧性 有所下降;大熔深焊接最佳的电流范围为 320~360 A。
焊接钢结构在国民经济中占有重要地位。 对结 构复杂的焊接钢结构件主要采用自动或半自动焊接 方式。 对于板材厚、坡口尺寸大、焊接质量要求高的 产品, 国内外主要采用普通的气体保护焊接技术进 行焊接[1-3],在一定程度上限制了生产效率。熔深是焊 接接头重要的几何参数, 直接决定了焊缝的质量和 承载能力, 因而在实现工艺参数和焊缝熔深的合理 匹配方面,国内外学者做了大量研究[4-5]。大熔深焊接 技术是在传统的气体保护焊接技术的基础上升级而 来,因其熔深大而得名,作为一种新型的焊接技术, 其对于厚板或者中厚板焊接质量的保证和生产效率 的提高有着极其重要的意义。 相对于普通的气体保 护焊,大熔深焊接技术的电流变化范围较大,可以实 现普通焊机无法达到的一次性穿透 3 mm 以上长 度,大大提高了生产效率。大熔深焊接技术主要分为 两大类:一种是以激光、电子束为主的高能束深熔焊; 另一种是在传统的气体保护焊接升级而来的高效大 熔深焊接技术[6]。 高能束深焊技术熔深增加的主要 机理是: 具有较高能量的激光束或者离子束与材料 表面相互作用,形成匙孔,能量密度集中,极大地提 高了焊缝的熔深。 而从气体保护焊升级而来的大熔 深焊接技术,无论是高效的打底穿透技术还是填充、盖面技术,除施加外部辅助措施外,其熔深增加的主 要机理都是电流密度的提高[1]。
孙科等[7]使用 DIGITECH VISION PULSE 大熔 深焊接设备,采用单脉冲焊和强力焊实现了 T 形角 焊缝免清根熔透焊,同时力学性能检验合格,最终应 用于实际生产,大幅提升了生产效率。 刘志新等[8]利 用深熔焊机实现了 T 形角焊缝的不清根熔透焊,焊 缝根部熔合良好,焊缝成形美观。 杨宝林等[9]对 10 mm 厚的 P355NL1 钢分别进行了深熔焊和熔化极 活性气体保护焊, 对比了两种焊接方式在显微组织 和力学性能方面的差别, 结果表明采用深熔焊的 P355NL1 钢的晶粒细小,力学性能较好。 Wu 等[10]发 现高频脉冲 MAG 焊对电弧有压缩作用, 采用高频 MIG 焊,可使焊缝的余高降低,根部和侧壁熔深显 著增加。 菅明健等[11]将脉冲电源应用于双熔覆极焊条 电弧焊, 实验结果表明采用脉冲电源有利于增加焊缝 熔深,同时发现峰值电流对焊缝的熔深影响最大,通 过优化脉冲电源参数可以获得较大焊缝的熔深。 王 兴阳[12]在厚板碳钢 T 形接头的焊接中应用了深透弧 技术, 在减小或者不开坡口的情况下实现了 16mm 以下钢板全熔透效果,且焊后不需要清根处理。为了 改善难熔焊接结构熔合不良的问题,路浩等[13-14]提出 了熔化极活性气体保护焊焊接新方法, 并且对铝合 金和耐候钢两种材料进行了焊接工艺试验, 其试验 结果表明活性熔化极气体保护焊电弧收缩明显,形 态更加集中,因而显著增加了焊缝熔深,同时在不降 低焊缝强度的基础上,提高了冲击韧性。 李代龙[15]研 究了摆动电弧对 MIG 焊接成形铝合金的影响,研究 结果表明,引入摆动电弧措施,可有效降低气孔率, 同时使焊道表面更加平整,随着摆动振幅的增加,余 高降低,熔宽增加。 郭洋等[16]针对电站设备转子用大 壁厚 NiCrMoV 钢,分析了材料焊接性,采用窄间隙 埋弧焊工艺获得了完整的焊接接头, 分析了焊接接 头的组织、硬度、拉伸与弯曲性能,分析结果表明,整 个焊接接头为完全冶金结合,无裂纹、气孔等缺陷; 焊缝组织为回火贝氏体+少量回火马氏体,热影响区 中的粗晶区和细晶区均为回火马氏体组织和沿晶界 分布的少量碳化物,母材为回火贝氏体+回火马氏体 的混合组织;接头热影响区硬度最高,焊缝硬度略低 于母材;焊接接头经过 180°弯曲性能测试均未发现 微裂纹,表明接头的延展性良好。 王清曌等[17]自保护 药芯焊丝激光 -MAG 电弧复合热源堆焊工艺参数 对焊道熔深和深宽比的影响。结果表明:复合热源堆 焊过程中,激光功率、堆焊电流和电弧电压对熔深和 深宽比的影响显著, 且其影响规律与光丝位置密切 相关;改变光丝间距可以调节熔深和深宽比,进而对 稀释率产生影响。 郭超超等[18]采用高频脉冲焊和常 规脉冲 MAG 焊对 S355J2W+N 耐候钢 12 mm 厚板 进行了对接焊工艺试验, 研究了打底焊的大熔深焊 接接头的力学性能。 结果表明:与常规脉冲 MAG 焊 相比,焊接间隙为“0”时,高频脉冲 MAG 焊具有较 强的根部熔深能力,较小的焊接热输入,使其可打底 焊缝宽度由 2.7mm 增加到 3.2mm, 增加约 18.5%, 同时发现高频脉冲 MAG 焊接头的低温 (-40℃)冲 击韧性较好, 焊缝区冲击功较常规脉冲 MAG 焊高 出约 9.6%, 热影响区较常规脉冲 MAG 焊高出约 12.3%。张书生等[19]采用光纤激光 -MAG 复合焊接技 术实现了 10mm 厚 Q355B 试板的单道焊接,并且通 过实验结果发现: 焊缝金属组织主要为铁素体和部 分珠光体, 激光热源作用区较电弧热源作用区的热 影响区小、钝边区域的焊缝组织细小。焊接接头屈服 强度 429MPa,断口位置发生在母材上,拉伸断口形 貌为韧窝断裂。 母材与焊缝冲击断口形貌均主要为 准解理断裂, 激光热源主要作用的焊缝硬度约为 269 HV, 电弧热源主要作用焊缝硬度约为 255 HV。 大熔深焊接在国外已有系列化应用, 在国内也有一 定应用, 但主要是集中在一些大批量产品配合机器 人使用,对于单件小批量生产的应用案例较少,国内 外均无较为成熟的经验。
Q355B 钢是一种常见的低合金高强度结构钢, 其综合性能优异,具有良好的塑性、抗高温蠕变性、 耐蚀性和焊接性,被广泛用于桥梁、隧道、建筑、汽 车、核电等制造领域[20]。 以 Q355B 钢作为母材,采用 大熔深焊接技术对 30 mm 厚 Q355B 钢板进行对接 焊,从宏观金相、微观组织、显微硬度、拉伸、冲击等 方面对焊接接头进行评价,旨在探索大熔深焊接的最 佳工艺参数,为相关工程实际提供一定的参考价值。
1 试验材料和方法
1.1 试验材料
试验材料选择 30 mm 厚 Q355B 低合金高强度 结构钢,填充材料为ER50-6 焊丝,采用平板对接。30 mm 厚 Q355B 钢板的化学成分见表 1, 室温力学性 能见表 2,ER50-6 焊丝的化学成分见表 3。

1.2 试验设备及方法
试验设备选择 Pulse MIG-630PH 焊机, 如图 1 所示。 该试验共进行 3 组,为避免随机性,每组进行 3 次参数相同的重复性试验。 所有试板均开双边 V 形坡口,保护气体为 80%Ar+20%CO2。 试板的具体 焊接工艺参数见表 4,坡口形式如图 2 所示。

根据国家标准对焊后的试板进行微观组织观察 和力学性能测试。 金相试样经研磨、 抛光并使用 4wt%的硝酸酒精溶液腐蚀后,在 SMA-745T 宏观金 相显微镜和 SOPTOP ICX41M 倒置金相显微镜上进 行宏观形貌和微观组织观察。 显微硬度测试参照 GB/T 4340.1—2009《金属材料 维氏硬度试验 第 1 部 分:试验方法》执行,试验在 HV-1000TPTA显微维氏 硬度计上进行,试验载荷选用 200 g(1.96 N),保载时 间为 10 s。 室温拉伸测试参照 GB/T 2651—2008《焊 接接头拉伸试验方法》在 DDL 500 电子万能拉伸试 验机上进行,拉伸速率为 2mm·min-1 。室温冲击试验 参照 GB/T 2650—2008《焊接接头冲击试验方法》在 JBD-330 s 数显冲击试验机上进行,力学性能测试试 样取样位置及试样尺寸如图 3 所示。

2 试验结果及分析
2.1 微观组织观察
2.1.1 宏观金相
图 4 为 3 种电流条件下大熔深焊接接头宏观形 貌。 由图 4 可以看出,3 种电流条件下,焊接接头的 成形均比较良好,无明显气孔、裂纹、夹渣等宏观缺 陷;同时由宏观金相可以明显看出,3 种电流条件下 每个试样的焊接顺序基本一致, 均为前 4 道采用单 层单道焊,最后一层采用两道焊,整个焊接过程共进 行 5 层 6 道焊。发现随着焊接道数的增加,每一道的 熔深降低,熔宽增加。这主要是因为在相同电流条件 下,每一道金属的总熔覆量不变,随着道数的增加, 坡口水平宽度变大,从而每一道的熔宽增加,熔深降低。由宏观金相观察发现,整个焊接接头的最大焊缝 宽度为 28 mm 左右, 左右两边热影响区宽度大概 2~3mm,3 种焊接电流下均存在着少量的未焊透缺 陷。这主要是因为接头的钝边较大(超过 10mm),使 得第一道难以完全熔透, 进而存在少量的未焊透缺 陷, 但图中所示的熔深已经足以满足隧道钢结构使 用要求。

表 5 列出了不同电流条件下试验得出的焊缝熔 深。 随着焊接电流的增加,熔深逐渐增加,但整体变 化不大。熔深增加的主要原因是:随着焊接电流的增 加,大熔深焊机单位时间内热输入增加,使得焊丝金 属的熔覆量增加,进而焊缝的整体熔深增加。 3 种电 流条件下的平均熔深分别为 6、5、7mm, 均在 5 mm 以上, 相比于前文提到的传统熔化极气体保护焊的 熔深(3mm 以下),采用大熔深焊接的熔深有了显著 增加,极大提高了焊接效率,这主要得益于大熔深焊 机可以承受相比较于普通焊机更大的电流。

2.1.2 微观组织
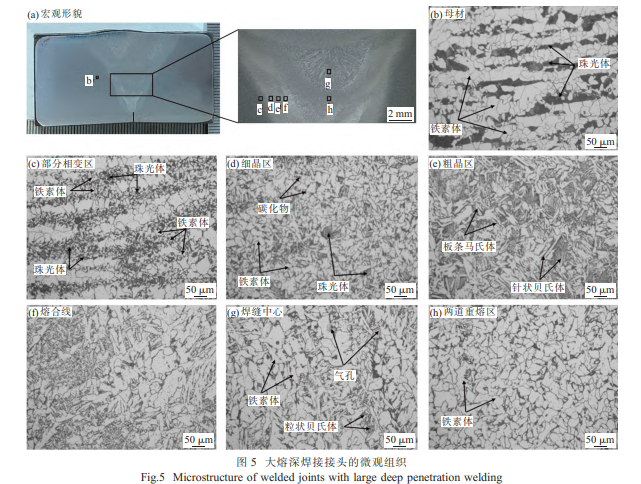
图 5 为大熔深焊接接头的微观组织照片。 因为 3 种电流条件下的微观组织变化不大, 因此这里选 择了电流 320~360 A 的试样 3 进行了微观组织观 察。 图 5(b)为 Q355B 钢母材显微组织,其供货状态 为轧制处理态, 组织由珠光体和铁素体交替带状分 布组成,为不易淬火钢。 图 5(c)~(e)为热影响区显 微组织,其中图 5(c)为部分相变区,此区域部分组 织受到焊接热循环的影响而细化, 因而铁素体相比 较母材更加细小, 而细化的珠光体穿插在铁素体晶 粒之间分布;图 5(d)为细晶区,此区域的晶粒被完 全细化, 主要由细小的铁素体及少量珠光体与碳化 物组成,这些铁素体具有良好的塑形和韧性,为整个 接头性能最好的区域;图 5(e)为粗晶区即过热区, 主要由板条马氏体和少量贝氏体组成,因紧靠焊缝, 受到较为严重的热循环影响, 晶粒相比较于其他区 域较为粗大,力学性能较差。 图 5(f)为熔合线显微 组织,由图可以看出,熔合线两侧不存在明显的分界 线,界面结合较好,说明焊丝与母材的成分相近。 图 5(g)为焊缝中心微观组织照片,因受多层多道焊影 响,其枝晶主要为沿界面生长的柱状晶,由大量的铁 素体以及少量的粒状贝氏体组成, 同时由于焊接热 循环冷却速度较快,气泡来不及逸出,存在少量的微 观气孔贯穿于组织中。 图 5(h)为多层多道焊两道重 熔区,焊接过程中,后一道焊接对此区域进行重熔, 产生“急冷”作用,晶粒被完全细化,因而其组织主要 由细小的铁素体组成。
2.2 焊接电流的影响
焊接电流与焊接电压等其他工艺参数是协同变 化的, 因此焊接电流直接决定了焊接过程中整体的 热输入, 进而决定了焊缝的整体成形质量。 一般来 说,力学性能参数是焊接接头质量的直观表现形式, 因此将以试验中得出的显微硬度、抗拉强度、冲击功 等力学性能参数为评价指标, 综合分析得出大熔深 焊接的最佳电流范围。
2.2.1 显微硬度
图 6 为大熔深焊接接头显微硬度分布。 由图 6 可以看出,在同一电流范围下,无论是母材还是焊缝 的显微硬度均呈现出一定范围的波动, 焊缝区的显 微硬度略高于母材的显微硬度, 但母材的波动范围 较小,而焊缝区域的波动范围较大。这主要是因为母 材的供货状态为轧制处理态, 因而微观组织趋于一 致,均由珠光体和铁素体交替分布形成,因而显微硬 度波动较小; 而焊缝区的微观组织分为两道重熔区 以及单道焊缝中心,两个区域的显微硬度明显不同。 同时焊接工艺参数,如焊接电流、焊接速度等也在一定范围内波动, 所以即使是同为重熔区或者焊缝中 心, 其组织也会有细微差别。 在两方面的共同作用 下,使得焊缝区域的显微硬度波动范围较大。

3 种电流条件下(320~360、360~400、400~440A) 焊缝区的最大显微硬度分别为:193、198、201 HV0.2, 最小显微硬度分别为:158、167、177 HV0.2, 平均显 微硬度分别为:178、186、190 HV0.2。 随着焊接电流 的增加,焊缝区的显微硬度略有增加,但变化不大。 图 6(b)对比了 3 种电流条件下焊缝区显微硬度与 母材的差异。可以看出,焊缝区的显微硬度均与母材 比较接近且略高于母材, 几乎实现了焊缝与母材的 等强匹配, 这对于应用于隧道结构的低合金钢焊接 接头具有重要的意义。
2.2.2 拉伸性能与冲击韧性
图 7 为 3 种电流条件下的拉伸应力-应变曲线。 由图 7 可以看出,3 种电流条件下拉伸应力-应变曲 线均呈现出明显的屈服现象, 这是低合金钢的典型 特性,3 种电流条件下的焊接接头在发生屈服后,均 在 20%的工程应变范围内。 随着应变的增加,拉伸 应力依然在增加, 说明不同电流条件下的焊接接头均具有良好的加工硬化能力。

表 6 列出了不同的电流范围大熔深焊接接头的 力学性能。 通过表 6 发现,3 种电流范围下的最大抗 拉强度为 514MPa,对应的电流范围是 320~360 A, 最小抗拉强度为 496MPa,高于母材 Q355B 的最低 抗拉强度(470MPa),满足使用要求。 3 种电流条件 下的平均抗拉强度分别为 511、502、501MPa。3 种电 流条件下的室温冲击吸收功分别为 138、121、111,320 ~360 A 的室温冲击功最高。 所有试样中最小的室 温冲击功为 91 J,对应的电流范围是 400~440 A,但 依然远高于母材 Q355B 的室温冲击功(34 J),这主 要是因为焊缝中心组织主要由大量的铁素体组成, 这些铁素体具有良好的塑形和韧性,极大提高了焊缝 整体的塑性变形能力, 使其具有良好的冲击韧性[22]。 图 8 为不同条件下平均抗拉强度和平均冲击功随电 流变化情况。 由图 8 可以看出,随着电流的增加,平 均抗拉强度变化不大,这与显微硬度保持一致,说明 大熔深焊接接头的强度方面性能较为稳定; 而平均 冲击功随着电流增加呈现出一定的下降趋势, 这可 能是因为焊接电流增加,热输入增加,进而脆性第二 相增加,导致焊缝的冲击韧性有所下降[23]。

综合认为,30 mm 厚 Q355B 低合金高强钢大熔 深焊接的最佳电流范围为 320~260 A。

3 结论
对 Q355B 低合金高强钢大熔深焊接进行了系 统研究与分析,得出如下结论:
(1) 大熔深焊接接头整体成形良好, 无明显宏 观缺陷, 焊缝中心的微观组织主要由大量的铁素体 和少量的粒状贝氏体组成。
(2) 大熔深焊接的熔深均在 5 mm 以上, 相比 于传统的熔化极气体保护焊熔深显著增加, 极大的 提高了焊接效率。
(3) 大熔深焊缝的显微硬度与母材较接近,为 等强匹配接头,随着焊接电流的增加,焊缝的显微硬 度、抗拉强度变化不大,冲击韧性有所下降。
(4) 大熔深焊接的最佳电流变化范围是 320~ 360 A,此时焊缝的平均熔深为 6 mm,平均显微硬度 为178HV0.2,平均抗拉强度为 511MPa,平均冲击功 为 138 J。
