制造技术与机床杂志已发表格式范文参考
1.面向光学元件磨削加工的机器人力控系统研究
作者:林子琦;王振忠;陈熠;徐晓雨
作者单位:厦门大学
关键词:工业机器人;力控磨削;磨削加工;机器人磨削;光学加工
摘 要:随着自由曲面光学元件加工需求日益增长,能短周期高柔性智能化成线的超精密磨削、抛光设 备及工艺成为光学元件批量生产的关键。传统超精密磨削机床设计周期长、制造及投入成本 高,难以满足中小批量定制的多样化市场应用。基于大工作空间、低成本且智能化、柔性化的 六轴工业机器人,提出了机器人主动柔顺力控磨削方法,探究机器人力控磨削作业的运动控制, 研究力控法兰特性从而掌握力控控制策略;基于力控磨削工艺实验求解建立稳定磨削力模型, 实现通过控制力控期望力来实现机器人恒定磨削深度,粗磨阶段有效提升工件面形质量,相较 于机器人无力控磨削,机器人力控磨削峰谷值(peak-to-valley, PV)提升了 57.8%,均方根值 (root mean square, RMS)提升了 63.5%。
光学元件广泛应用于很多重点领域及先进民用 等领域,在激光核聚变、天文观测和半导体光刻等 装备中发挥着重要作用 [1−4]。为获得高精度、低损 伤的光学元件,通常使用“超硬磨料砂轮结合高性 能磨削设备”对光学元件毛坯进行磨削加工后,再 对其进行研磨和抛光加工 [5−6]。为实现高效率、高 精度加工,需提高磨削加工质量从而缩短研抛时间, 以满足光学元件日益增长的需求 [7]。
高性能磨削设备是实现精密磨削的基础,能显 著提高面形精度并缩短加工周期 [8]。经过多年研究 积累,精密数控磨床已形成完整技术链,具有刚度 好、精度高等优点,但存在通用性差、加工尺寸空间受限、造价高、研发周期长、维护成本高等缺 点 [9]。为突破传统磨削机床设备限制,提出使用机 器人进行精密磨削。
工业机器人拥有多关节的机械臂,具有高灵活 性、低成本、操作空间大、通用性强等优势 [10],但 是由于机器人刚度差、运动精度差的限制在高精度 磨削加工方面的应用还没有得到广泛推广,多用于 工业打磨与抛光等对精度与刚度要求不高的场合。 HUANG Z M 等 [11] 开发了一种用于 3D 轮廓打磨和 抛光的自适应机器人 SMART 系统;德国多特蒙德 大学的 DOMROES F 等 [12] 设计了一种机器人打磨加 工系统,主要用作去毛刺、单件小批量等场合;南 京航空航天大学的缪新 [13] 开发了一套机器人打磨控 制系统,利用工件型打磨方式对钴镍合金球形工件 表面进行打磨加工;ZAVALA-RIO A 等 [14] 在针对 自由曲面的加工需求,研发了工业机器人气囊抛光 机并研究相关的材料去除机理与运动控制技术。
工业机器人是多连杆串联开环结构,本体刚性 差,在加工过程中存在力和运动的耦合,容易受到 外力的影响引起系统振动,导致在磨削加工过程中 接触力不稳定,容易发生加工轨迹的偏移 [15];且机 器人基于位置控制,其重复定位精度和绝对定位精 度为毫米级,比机床低,按照机器人运动轨迹直接 加工会导致工件表面材料去除不均匀等问题 [16]。因 此,机器人直接运用在磨削加工的方法无法满足微 米级的加工要求,需要提升机器人对外界作用力的 感知与控制,做出实时动态响应 [17−19],确保得到稳 定的接触力,使磨削过程呈现出一定的柔顺性 [20]。
本文主要从机器人力控磨削系统开展研究,在 机器人末端法兰与磨削工具头之间添加力控法兰辅 助加工,基于工业机器人与力控设备运动控制,探 究力控法兰特性从而掌握力控控制策略,开展力控 磨削工艺实验研究机器人力控磨削方法,获取稳定 磨削力模型来实现通过控制力控期望力,提高机器 人磨削稳定性及磨削加工精度,为机器人力控磨削 应 用的发展提供理论依据和现实意义。
1 机器人力控磨削运动控制
1.1 机器人运动控制
与球面光学元件不同,非球面光学元件的曲率 半径是连续变化的,利用这一特点能够简化仪器结 构、减少光能损失、获得更好的光学效果,有利于 实现高质量影像、轻量化的光学系统。但相对而言, 磨削非球面光学元件对面形精度、磨削路径规划准 确性要求更高。
在非球面光学元件磨削加工过程中,需要采用 数控加工设备及磨削工具进行非球面光学元件的定 点磨削,从而实现元件的成形加工,其光栅路径如 图 1 所示。使用 ABB 机器人和磨削工具(力控法 兰与砂轮)进行磨削加工,图 1a 中 vx、vy、vz 分别 为机器人 x、y、z 向进给速度,vs 为砂轮速度。
机器人力控磨削运动控制的关键在于工件表面 磨削点的工具位姿控制,而位姿控制的基础在于加 工路径规划。光学元件的加工路径一般选择光栅路 径形式,光栅路径规划要明确工件表面的光栅间隔 及磨削离散点的步进距离,并结合机器人的直线插 补指令得到贴合的光栅路径,图 1c 所示为非球面 磨削加工光栅路径。
为充分满足磨削加工需求,应按照规划的磨削 加工路径,保持与工件的稳定接触,以确保磨削加 工平稳运行,因此需要精确求解机器人的位姿控制 模型。在已知关节角时,通过机器人正运动学原理求解位姿矩阵,反之已知位姿状态时,则通过机器 人逆运动学原理求解得到机器人的关节角。

根据多体运动学理论解决机器人系统运动学及 动力学问题,建立图 2 所示的机器人拓扑结构图, 其运动链为工具→X 轴→Y 轴→Z 轴→A 轴→B 轴→ C 轴→工件,应用坐标变换方式来描述系统各刚体 间相对位置(p0~p8)变化,应用齐次变换矩阵来 描述复杂的几何空间位置(r0~r8)。

机器人磨削加工的路径规划的本质就是工件表 面加工点的工具坐标系 Otxyz 位姿控制,为便于求 解在工件坐标系 Owxyz 与工具坐标系 Otxyz 之间引 入中间坐标系 Opxyz,设点 P 为工件表面磨削加工 点,坐标系变换如图 3 所示,点 P 所对应的工具坐 标系位姿为


式中:robtarget P 为 P 点的位置数据;robconf 为机 器 人姿态数据;extax 为外部轴位置数据。
1.2 力控控制原理
机器人在磨削加工过程中,要确保末端磨削工 具与工件保持接触的同时,对工件表面施加恒定的 期望力,则需要机器人具备柔顺性。机器人对接触 环境的顺应能力称为柔顺性,柔顺性根据有无力反 馈可以分为主动柔顺性和被动柔顺性。被动柔顺是 利用缓冲储能的结构,比如弹簧和阻尼器,其结构 简单而且响应速度快,但是缺点在于柔性低、调节 困难,不适合复杂曲面加工。而主动柔顺是机器人 采取力控算法结合反馈信号,并通过电磁、液压、 气压等驱动装置来提供力,从而实现稳定、精准的 力控。
由于气动装置具有结构紧凑、控制简便、响应 快速等优点,本文在机器人末端法兰与执行器之间 使用的力控装置是具有主动柔顺性的气压驱动力控 法兰,力控驱动原理简图如图 4 所示。

设气缸内活塞上方压力为 P1,体积为 v1,气缸 内活塞下方体积为 v2,温度为 T2,力平衡方程为

式中: m 为力控法兰下端工具质量;g 为重力加速 速度; α 为工作状态为与垂直方向夹角; S1 为气 缸内活塞上方有效面积;S2 为气缸内活塞下方有效 面积;P2 为气缸内活塞下方压力; F 为力控法兰受 到工件的磨削反作用力; f 为摩擦力;X 为气缸伸 缩的位移量。
力控法兰通过气动原理间接控制接触力,由传 感器感知实际接触力将其量化为压力信息,与期望 力 比较生成位置设定点关系。
1.3 力控磨削联动控制
磨削过程需要各个单元协同配合,如机器人运 动、力控工具控制。机器人运动单元面向不同面型 状态的光学元件,进行轨迹规划与姿态控制的离线 编程后,生成 ABB 机器人编程语言 RAPID 语句, 机器人识别 RAPID 语句控制机器人各轴的电机, 实现机器人连续有序运动。
力控工具控制单元作为独立气动控制的单元, 通过 TCP/IP 协议实现与机器人系统的通信,在机 器人编程语言 RAPID 语句中建立底层通信任务, 设定机器人对力控工具控制的通断开关及对力控期 望力的设置,力控工具在加工过程中自主执行轴向 伸 缩以达到期望力。
2 力控法兰系统运动特性
2.1 力控法兰特性测试平台搭建
实际加工中,为保证磨削过程的稳定性,研究 力控法兰特性以完善机器人力控控制策略至关重要。 本文为此开展力控法兰系统运行特性实验,来研究 力控法兰的柔顺控制响应速度及其控制精度,实验 基于机器人工作系统搭建测试平台,如图 5 所示。

测试平台主体为型号 ABB-IRB6700-200 的工业 机器人,在机器人末端法兰下安装 FERROBOTICS 公司 ACF121 型号的力控法兰,力控法兰设定的最 大 期望力为 500 N,压缩量为 48 mm,精度为 5 N。
2.2 阶跃力跟踪实验
力控工作特性是影响机器人力控磨削加工精度 的重要因素,特别是力控响应时间与力控稳定速度, 这将直接影响磨削的控制精度、稳定性、响应速度。 若在力未稳定状态下力控法兰直接接触工件表面, 会存在力的振荡从而导致法兰的伸缩,对工件表面 造成冲击造成损伤。
且在磨削过程中为确保均匀磨削、提高稳定性, 砂轮轨迹通常需要大于工件表面,因此在整个磨削 阶段根据砂轮与工件的接触状态不同划分出多个加 工区域,分为无接触的自由区、从无接触过渡到接 触阶段的过渡区、保持接触阶段的磨削区和退出接 触阶段的自由区。在未达到设定的力值前直接进入 某个区域内,将直接造成磨削不均匀、影响加工稳 定性和质量。
综上所述,为确保在整个磨削加工过程中力控 法兰稳定接触,必须要以稳定精确的磨削力进入磨 削,因此开展阶跃力跟踪实验来研究力控法兰设定 不同期望力时的响应速度。实验通过力控法兰以不 同的期望力去接触测力仪,来监控末端压力的变化 从而求解响应速度。
由图 6 力控阶跃力响应图可知,分别设定力控 法兰期望力为 20 、50、75 、100 N,力控法兰立即 响应,响应时间约 100 ms,稳定时间约 600 ms。为 提高加工稳定性,使机器人进给速度与力控响应速 度相协调,在自由区(图 7a)到磨削区(图 7d) 之间的过渡区 I(图 7b)预加载期望力后,再运动至过渡区 II(图 7c)达到接触状态,同时选用较低 的进给速度来降低响应误差。
2.3 恒力跟踪实验
机器人基于位置控制实现运动,其定位精度差 导致加工轨迹偏差,因此在机器人法兰增加力控装 置来控制磨削加工精度,保障磨削任务中磨削力可 控。机器人力控控制精度一定程度上决定了磨削加 工精度,进行恒力跟踪实验探究力控精度是确定整 体工艺参数的关键。
如图 8 所示,设定力控期望力分别为 20、50、 75、100 N,其他实验条件保持一致。实验数据表 明,监测的实际接触力在 1 N 范围内波动,实际接 触力与设定的期望力偏差在 2 N 以内。为实现机器 人与力控法兰联动平稳,设定的期望力值要大于力 控 精度(2 N),避免引入过大的精度误差。

3 机器人力控恒定磨削深度控制
机器人力控磨削垂直方向的运动是通过机器人 的 Z 向位置控制及力控法兰气动控制,加工过程中工件的磨削深度由力控法兰的伸缩量确定。为探究 机器人力控磨削加工时的恒定磨削深度,需建立力 控情况下稳定磨削力模型,通过设定期望力从而控 制恒定磨削深度,方便进行联动控制实现稳定磨削。

3.1 磨削力建模原理及方案设计
磨削力的形成主要原因是磨粒在切削区域与工 件表面产生摩擦、切削、挤压变形,在磨削加工过 程中磨削力的大小与方向是一直变化的,为了便于 测量与分析磨削力,通常将其分解为 3 个方向的分 力,分别是法向磨削力 Fn、切向磨削力 Ft 和轴向 磨削力 Fa,如图 9 所示。其中,n 为砂轮主轴转速。

通常来说 Fn> Ft> Fa,实际磨削中轴向磨削力远 小于法向磨削力,在分析磨削力问题时一般忽略。 而切向磨削力主要用于材料的去除,磨削过程中释 放的热量引起工件温度变化,导致工件受热产生变 形与应力,在磨削液冷却的作用下热效应可忽略, 并且力控装置是通过控制法向磨削力来实现恒定去 除的。综上所述,研究力控磨削加工稳定性的关键 在于建立力控情况下稳定法向磨削力模型。
法向磨削力模型的建立是基于经验公式 [21] 与实 验相结合,法向磨削力经验公式(8)是关于磨削 深度、砂轮线速度和进给速度的幂函数,构建磨削 要素数据以及法向磨削力线性方程组,并用最小二 乘法求解。

式中:Cf 为磨削力系数;ap 为磨削深度,μm; x' 为磨削深度的指数;y'为砂轮线速度的指数;vw 为 进 给速度,mm/s; z'为进给速度的指数。
3.2 力控磨削力监测实验系统
实验系统如图 10 所示,以 ABB 机器人为主体, 在机器人末端安装 ACF 力控法兰后连接磨削工具, 磨削实验采用粒度为 180~212 μm、直径为 150 mm 的平面金刚石砂轮,加工对象为 100 mm×100 mm× 10 mm 的光学玻璃。工件装夹在测力仪上 ,该测 力仪测量的是一维法向力,量程 200 N,用于测量 各实验组下的法向磨削力。

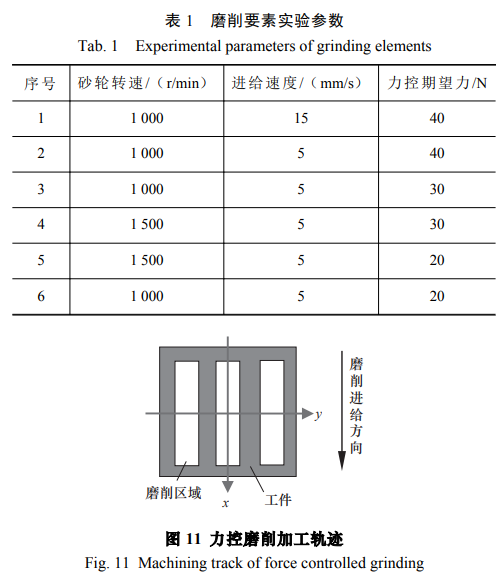
具体的磨削要素实验参数见表 1。依照设定的 磨削要素与期望力,分别在工件 X 方向上进行单道 磨削,加工轨迹如图 11 所示。
3.3 磨削深度检测结果及磨削力公式建模
期望磨削力由力控法兰设定,并在加工过程中 使用测力仪测定实际磨削力,处理实际磨削力数值 求解平均值,进行上述实验,见表 2,与期望力比 较分析可得力控精度为 5 N。

通过激光位移传感器测得不同实验参数下的面 形,如图 12 所示,图中标记的 1~6 的区域分别对 应实验 1~6 号的面形。
计算磨削面处与未加工面高度差的平均值,整 理得各实验组磨削深度见表 3。
采用线性回归法将上述数据带入磨削力经验公 式,求解各磨削要素对应的幂指数及系数,得到的 力控情况下稳定磨削力模型如公式(9)所示,从 而得出光学玻璃恒定磨削深度,如公式(10)所示。


3.4 力控恒定磨削深度验证
实现磨削加工过程中,由于 z 向位置是由机器 人移动和力控法兰伸缩控制,在机器人移动到目标 点工作范围 25 mm 内(力控法兰伸缩总行程的一半) 时,磨削高度位置由力控法兰主导,因此需控制恒 定磨削力来保证恒定磨削深度。磨削深度模型的准 确性直接影响工件面形精度,为验证磨削深度模型 设计实验,参数见表 4,并根据式(10)计算磨削 深度。
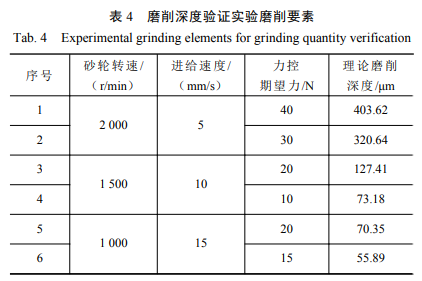
图 13 中标记的 1~6 面形分别对应表 4 中所述 的 1~6 六组实验,计算得出的磨削深度与实际检 测磨削深度对比见表 5,磨削深度验证实验所得理 论磨削深度与实际磨削深度误差约为 5 μm。

3.5 力控影响实验
为验证机器人磨削时力控对工件表面质量的影 响规律,在机器人法兰末端装有力控法兰与不装力 控法兰两种实验条件下,分别进行整面粗磨实验, 实验参数见表 6。
上述实验以同样的加工要素对光学元件进行粗 磨加工,对加工后的光学元件进行有无力控情况下加 工面形对比,如图 14 所示,由图 14a 可得机器人 无力控磨削面形 PV=305.74 μm、RMS=71.398 μm; 由图 14b 可得机器人力控磨削面形 PV=128.88 μm、 RMS=26.04 μm。据实验结果分析得,相较于机器人 无力控磨削,机器人力控磨削 PV 提升了 57.8%, RMS 提升了 63.5%,可知机器人力控磨削系统有利 于获得更好的表面质量。

4 结语
本文建立以机器人为主体搭载力控法兰并安装 磨削工具的机器人力控磨削系统,提出机器人与力 控法兰联动控制策略,探究力控法兰特性并建立起 力控磨削力模型,来实现力控联动控制下工件的恒 定磨削量加工,开展力控影响实验验证机器人力控 粗磨整面效果,为机器人力控磨削应用的发展提供 理论依据和现实意义。
(1) 机器人与力控法兰联动控制是由机器人 位姿控制及力控伸缩控制两方面协调配合实现的, 通过机器人位姿控制控制砂轮处于磨削点,并控制 力控期望力来控制法兰轴向伸缩,两者协同配合实 现精确联动。
(2) 开展力控阶跃力实验及力控恒力跟踪实 验,探究力控法兰响应速度及响应精度,根据所得 结果可知力控响应稳定时间为 600 ms,精度为 2 N。 为减小响应稳定时间引入的误差,工艺采用预加载 磨削力,减小进给速度,避免引入过大的精度误差, 设定的力值要大于 2 N。
(3) 根据工艺实验与磨削力经验公式求解力 控情况下磨削力公式,由此获取恒定磨削深度,通 过设定恒定磨削力获取恒定磨削深度,验证公式误 差为 5 μm。
(4) 通过力控影响实验验证了本文提出的机 器人力控磨削系统的性能,在粗磨阶段整面磨削 玻璃工件,相较于无力控粗磨,有力控情况下工 件面形 PV 从 305.74 μm 下降到 128.88 μm,RMS 从 71.398 μm 下降到 26.04 μm,整体 PV 提升了 57.8%, RMS 提升了 63.5%。
