汽缸盖裂纹工频感应加热焊补
[摘要]本文对铸铁汽缸盖发生裂纹缺陷时能否焊补进行了可焊性分析,并且介绍了如何获得优良焊补质量的手段一工频感应加热焊补。
[关键词]工频感应加热 感应器
[Abstract] This paper is the ability to weld up the cast iron cylinder head crack defects weldability analysis, and means of how to get good weld up the quality of a power frequency induction heating welding repair.
[Key words] frequency induction heating sensor
中图分类号:TH17 文献标识码:A 文章编号:2095-2104(2012)
1、前言
汽轮机是热电厂的心脏,它的正常工作决定了否能正常供热、发电。汽缸盖是它不可缺少的组成部分。而铸铁气缸盖在使用过程中往往发生裂纹缺陷,直按影响了它的使用寿命和正常使用,因此,能否采用一定的工艺后续修复这些缺陷,使汽缸盖“起死回生”是广大使用单位部门关心的。我们经过一定的研究的摸索,提出了焊补修复工艺,如果可行,它将对保证气缸盖良好技术状态,延长使用寿命,节省资金有很大意义。
2、气缸盖的可焊性分析
铸铁汽缸盖的材料一般为蠕墨铸铁和合金铸铁,其金相组织为细片状石墨,基体为索氏体型珠光体或细层状珠光体以及少量的磷共晶。
2.1、铸铁可焊补过程中,发生体积的不可逆膨胀,有以下几个原因:
2.1.1珠光体中渗碳体分解
2.1.2随同A1相变而弓l起的体积变化
2.1.3固溶铁素体硅的氧化
2.1.4渗碳体分解而产生的微细裂纹
2.2铸铁中不但含有各种氧化夹杂物,而且还有H、O、S等气体,这样变恶化了可性。
2.3焊补后往往冷却过快,激起白口化,加大收缩,增加了裂纹的产生。
2.4汽缸盖的形状复杂,壁厚薄不均,内部的残余应力较大,这个不利因素加大焊补过程的困难。
2.5经过长期高温、高压工作的汽缸盖由于工作过程被氧化腐蚀,也促使体积不可逆膨胀,组织疏松且气体还会向金属内部护扩散,生成很大的压力和应力,严重时将生成显微裂纹。由于汽缸盖本身材料和结构原因,加上恶劣的工作条件而造成它的可焊性差,经过长期使用后的可焊性更差。
2.6我们工作中用了几种工艺手段对汽缸盖进行修补,效果都
不理想,经过多次实验后焊补成功了,加工后经水压试验无渗漏现象,证明质量良好。
3、加热设备的选择
3.1我们着先采用了冷焊对铸铁汽缸盖补救,但效果不好,所以我们就采用了热焊工艺。经过实验证明:采用铸铁热焊工艺,虽工序较复杂,但它能得到优良的焊补质量。焊补金属与热影响具有良好的加工性、中够的强度及紧密性。热焊时予热至7 0 O℃左右,应用气焊法补这种方法对克服铸铁组织的白口化倾向及减少焊补收缩应力是有力的。
3.2选择加热方法:首先用了煤碳加热,煤碳加热虽能控制加热速度和温度,但不能保持焊补时的加热温度,焊补过程的劳动强度大,对保证焊接质量带来困难。后又采用电炉热的方法,它虽能改善焊工操作条件,提高焊补质量,但在保持加热温度下还不够理想,且电热设备较复杂。因此,这两种方法都没采用,经过摸索采用了工频感应加热的方法。通过实验,感应加热的方法无论在控制焊补 , 工件的加热温度速度、保持一定的焊补温度都是理想的,从而确保了焊补质量,避免裂纹、气孔等缺陷发生,
焊补操作条件大为改善。
3.3工频感应加热的实质就是利用电磁感应现象一电流表面效应与热效应。当导体位于一匝或数匝有电通过的线圈所造成的磁场中时,在导体内就产生了感应电动势E,由于电动势E的作用,在导体内就产生了感应电流I。 I=E/Z。z=导体内的总阻抗(欧姆)。这电流在导体内流动就将导体加热。
3.4感应加热的主要设备电变压器和感应器二部分组成.。
3.4.1变压器否量的估计
3.4.1 1被加热物体本身所需的势量:Q:Q=MC(t2一t1)
M-被加热物体的重量(千克),c=比热(千卡/千克度)(t2一t1)=加热前后的温度差。
3.4.1.2热量的散失包括辐射,对流和传导。
3.4Л.1.3通过感应器被水带走的热量 Q=0.24I2Rt所需
功率P1=Q/JXT;J=O.2 4.(热功当量);t=(加热时间);
3.4.1.4电效率=η:热效率=ηt,;总效率η=η3×ηt 输入感应器的功p2:p1/η:无功功率pr=p2/cosФ,CO SФ:功率因素。这样,我们就可以根据计算的Pr来选择变压器。
3.4.2感应器的结构
3.4.2.1感应器的大小完全决定于汽缸盖的外形尺寸而绕制的.它是用外径14—1 8毫米,厚2毫米左右的平直紫铜管。感应器的两端立焊以螺纹头以连接进出水的橡皮管;以及连接板以接电源感应器。做好后应进行2—3公斤/ 厘米2的水压试验。
3.4.2.2感应器具体尺寸:根据汽缸盖的外形尺寸加上 2 5—3 0毫米的一层绝热材料的厚度就是感应器的外形内尺 寸。例如:汽缸盖外形尺寸:7 1 0×37 2×2 0 0(毫米),则感应器的轮廓内尺寸:7 1 0×4 32 x 2 6 0(毫米)。
3.4.3绝热材料:为了减少加热过程的热量散失,提高热效率, 在汽缸盖的整个外部也用适当的一层石棉绝热。对于需要焊补的区域根据尺寸的大小开小孔,且在焊补前后都应用石棉绳布盖位,避免热量的散失。
3.4.4冷却装置:线圈通电后由于电的热效应,紫铜管温度很快升高,从而影响它正常工作,甚至会烧毁,所以应该装置冷却设备。我们用水作为冷却液,把橡皮管套在感应器的两端,其一端联接自来水出口,另一端把输出水送入下水送,这时,一定要保证水的流量,以保证水温控制在5 0℃。
3.4.5操作要点:除焊工负责焊补工作外,还需要有一个普通电工负责控制整个加热过程。
3.4.5.1在焊补外用热电偶测量温度
3.4.5.2平均升温速度达达6℃/分,下图是我们在一次实验中所得到的温度曲线。

温曲线1:铸铁汽缸盖的温度曲线
曲线II:铸铁汽缸盖升温速度曲线
3.4.5.3保温:由于加热过程的温度一直比较均匀且焊补后温度略有井高,所以,焊补一结束,电源接通十分钟左右,待内外温度更均匀一些即可关闭电源,直到温度将下到保温温度以下时再接通电源,使其再升高到上述温度的上限后关闭。这样反复进行到该阶段结束。
3.4.5.4降温:由于汽缸盖边都包有石棉层,所以要
经过1 2小时以上才把温度下降到室温,这时消除缸盖内部存在的各种应力极有利。
4、予热温度及填充金属的选择:
铸铁汽缸盖裂缝焊补质量要求高,焊补后不能有任何新的裂纹产生,也不允许存在气孔,我们从以下三方面试验:
4.1加热温度:
铸铁热焊预热温度一般在4 00-6 00 ℃左右,它随着铸件大小、壁厚、焊补部位刚性大小,铸件结构复杂选取。汽缸盖形状复杂、壁薄、刚性大、选用偏高的温度是合理。考虑到铸铁长时间在高温下,珠光体分解,铁素体增多,使铸件硬度下降、强度下降、确立了预热温度6 00—6 5 O℃,施焊发现此时溶池熔融金属流动差,溶渣不易去除,焊后加工有气孔缺陷存在。为了提高焊补工艺性,我们将预热温度提高到7 0 0℃,焊补后质量较好,气孔状况改善很大,所以我们选用了这个温度规范。
4.2填充金属的选择:
经各种焊梆的试验及实践应用,一般溶融金属流动性较佳的填充金属其s’含量偏低些,不超过3%,我们用了2.3%左右的填充棒,含磷量取偏上限是有利的,我们选用了0.5 9%左右。
4.3熔剂的应用:
铸铁焊补时形成si02,熔点较高,这种难溶的氧化物薄膜妨碍接正常进行,应用熔剂能使其稀释,降低熔点,我们常用硼砂(脱化)作熔剂。
5.焊补工艺
5.1焊前仔细检查裂纹缺陷延情况,并将缺陷金属排
除,焊穴开作成7 0—8 0。V型坡口(见图二):

5.2汽缸盖包扎石棉层厚约2 5—3 O毫米,可用相应直径的石棉捆绕,最大可用石棉布缝好,在焊补处预开口。
5.3将汽缸盖搁置平稳,用感应器将其均匀加热,(见图三)
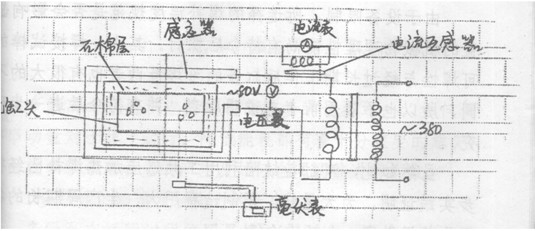
图三:汽缸盖感应加热准备图三:汽缸盖感应加热准备
5.4切险加热电源进行焊补,露出焊补部位焊补工作还应尺可能在室内进行,室外焊补需要挡风板遮挡。
5.5焊补采用5 0 0—1 O 0 0号焊嘴,为控制加热温度,可 辅助焊炬一把, 协助外区预热,焊补火焰应调查成中性火焰。
5.6焊补结束后,在原地进行保温和冷却。
5.7焊补外加工后,表面检查不应有裂纹及气孔存在,合格后按工作要求做水压试验。
6.采用工频感应加热焊补铸铁汽缸盖不但能获得优良 焊补质量, 而且生产成本低,修复周期短,大约是新制一个汽缸盖成本的六分之一。
7、结束语
由于设备限制,所选择的焊补温度规范是否会影响缸盖的机械物理理性能尚有待今后探讨。其次,焊接试棒的可焊性与经过长期工作后缸盖的可焊性两者也有很大的不同,所以也不能用前者来说明后者,并有待今后进一步研究。
虽然如此,汽缸盖缺陷利用工频感应加热焊补已经初步实践证明,为大量修复制造费用大,生产周期长的各种缸盖提供了一个新的途径。
上一篇:应用型车辆工程实践教学思考





